
提供无刷电机系统完整的解决方案,同时提供OEM/ODM服务
ISO9001-2015 | IATF16949-2016 | GJB9001C-2017


超越量问题及解决方案
(1)热处理前。热处理前加工主要以剃齿工艺为代表,剃刀的超越量问题如图9所示。
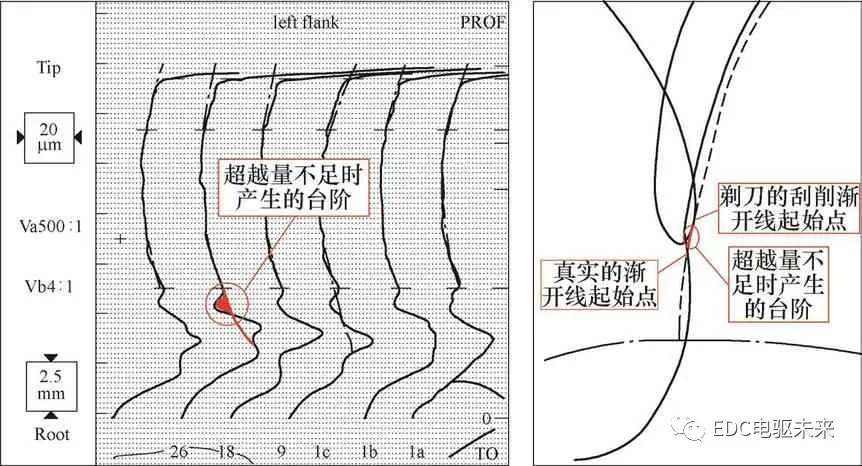
图9 剃刀超越量不足时切出的台阶
主要原因如下:一是剃刀的修磨问题,外径和齿厚不匹配。外径过小,超越量会不足,切出台阶;外径过大,则会导致刀尖与零件齿根过渡圆弧干涉的问题。可通过剃刀的重磨参数表来控制,使外径和齿厚正确的匹配,避免此类问题的发生。二是剃刀的设计问题,超越量没有覆盖最大余量极限情况下的真实渐开线起始点位置(简称TIF点)。该位置会比中差余量下的TIF点低很多(约0.2~0.5mm),如果剃刀设计时只考虑中差余量的超越量,则可能会在余量接近最大情况的时候无法满足要求,导致台阶的产生。
(2)热处理后。热处理后加工工艺以珩齿和磨齿工艺为主,刀具包括金刚轮和砂轮。超越量问题主要和金刚轮的渐开线起始点有关,该点的位置过大会导致刀具切削零件时的超越量偏小。
珩齿刀具的超越量问题和剃刀基本一样,可完全参照剃齿的问题诊断模式和解决方案。磨齿刀具的超越量问题有些不同,但台阶出现的模式很相近,如图10所示。
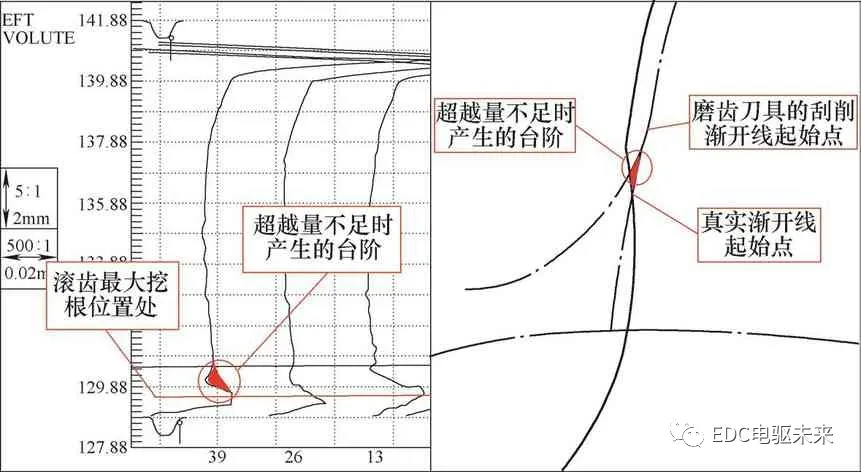
图10 磨齿刀具超越量不足时切出的台阶
磨齿的加工方式分为展成磨和成形磨,两者原理不同。展成磨的刮削渐开线起始点的计算和滚齿类似,其刀尖刮削的轨迹也是摆线,只是大小比滚齿摆线要小一些,而且更密集。成形磨的刮削渐开线起始点不是摆线,而是靠金刚石刀具根据坐标修磨出来的。
发生超越量问题的主要原因有两点:
一是砂轮修磨问题。在展成磨工艺中,如果由金刚轮修整的砂轮齿顶高和齿厚匹配没做好,会导致超越量问题的出现。比如,修整砂轮外径尺寸偏小,砂轮齿顶圆弧与主切削刃的接刀发生偏移等;在成形磨工艺中,金刚轮或金刚笔发生磨损,导致砂轮齿形修整不到位,也会使加工出的零件根部出现台阶。
二是金刚轮设计或修整程序问题。展成磨工艺中,金刚轮的渐开线起始点设计的过高(见图10);在成形磨工艺中,金刚轮修磨砂轮程序的刮削起始点参数过大。两者都会使砂轮的刮削渐开线起始点位置高于零件的真实渐开线起始点,导致超越量不足,引起台阶的问题。
(3)解决方案。展成磨金刚轮设计或成形磨修整程序设置的初始阶段,必须模拟校核刀具齿形的刮削起始点位置,保证最大余量的极限情况下有充足的超越量。此外,金刚轮的制造及砂轮的修整过程,必须严格控制齿顶高和齿厚的尺寸公差,并按寿命强制更换修整工具,加强检测(建议关键齿形尺寸100%检测)。
零件的齿形齿向和齿距径向圆跳动问题
对于台阶的问题,除了粗精加工刀具带来的影响,零件精加工前后的精度也和台阶的产生有着重要的关联(各精度参数的含义可参考GB、ISO或VDI等标准)。
1. 齿形引起的台阶问题及解决方案
(1)问题分析。从零件的齿形方面考虑,零件的齿形角度误差fHa和齿形鼓形量Ca如果在精加工前后的数值或方向不一致,则有可能在根部产生台阶。fHa和Ca在齿轮中截面的根部切削余量情况如图11所示。
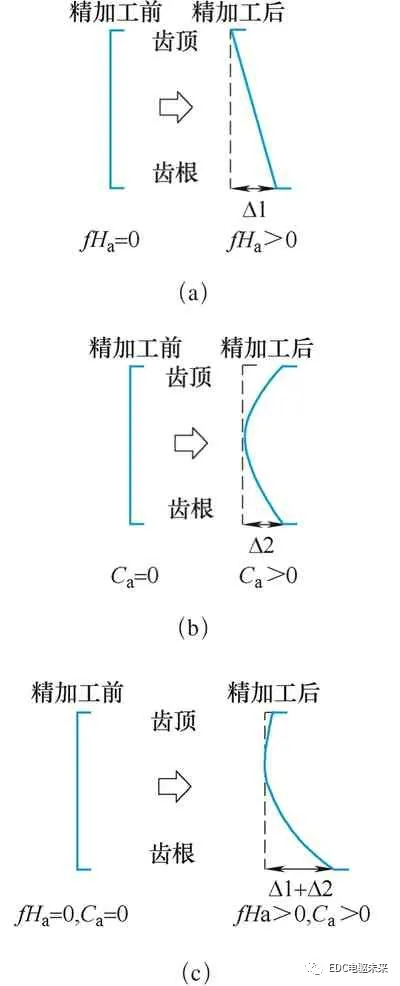
图11 fHa和Ca三种情况下的根部切削余量
图11a显示因fHa在加工前后不一致,导致根部的切削余量偏大;图11b显示因Ca在加工前后不一致,导致根部的切削余量偏大;图11c是同时考虑fHa和Ca在加工前后不一致的情况,根部增大的余量叠加在一起,台阶出现的风险会更大。
当然,上图描述的只是“加工前fHa=0,加工后fHa>0”的情况。实际生产过程中还有“加工前fHa<0,加工后fHa>0”的情况出现,根部余量会再次增大,这样的台阶基本就无法避免了。
本文内容及观点来源于:贺鹏《汽车工艺师》 ,如有侵权,请及时联系我们删除。
上一页:齿轮根部台阶问题与解决方案(二)
齿轮根部台阶问题与解决方案(四):下一页

