
提供无刷电机系统完整的解决方案,同时提供OEM/ODM服务
ISO9001-2015 | IATF16949-2016 | GJB9001C-2017


还有一种情况在磨齿工艺中比较常见,当磨齿的齿向鼓形量较大时,齿形在三截面上会呈现一种自然扭曲的情况,如图12和图13所示。
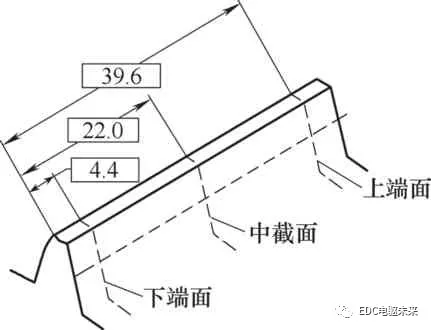
图12 沿齿向方向的齿形三截面
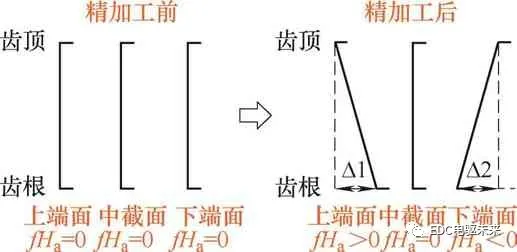
图13 fHa在磨齿后出现的自然扭曲示意
在零件齿宽上下两端的截面上,磨齿前后的齿形角度fHa发生了改变。原来竖直的齿形角度(fHa=0),开始倾斜,且方向相反(上端面fHa>0,下端面fHa<0)。此时,上端面的根部余量变大,容易产生台阶。
(1)解决方案。问题一的理想的条件是加工前后的齿形fHa和Ca非常接近,得到该零件稳定的齿形热变形数据后,再调整前道工序的齿形要求。这样在设计刀具时就可以做出相应的齿形修正,使之与加工后的成品要求保持一致。
磨齿工艺中台阶问题的解决方案:一是可将自然扭曲放在前道工序进行反补,可粗精加工刀具的差异和热变形趋势较难把控,该方案实现起来很有挑战;二是可在磨齿机床上加入反扭曲的程序功能,这相对而言较为容易,特别对工艺试制的开发周期与成本减少有较大帮助。
齿向引起的台阶问题及解决方案
(1)问题分析。齿向角度误差fHb和齿向鼓形量Cb同样会影响到齿轮根部台阶的产生。如图14所示。
可见,如果精加工前的齿向角度偏差和精加工后的一致,则沿齿向上的齿厚加工余量是均匀的;如果差异较大,余量从一端至另一端差值较多,那么余量多的那端就有产生台阶的风险。
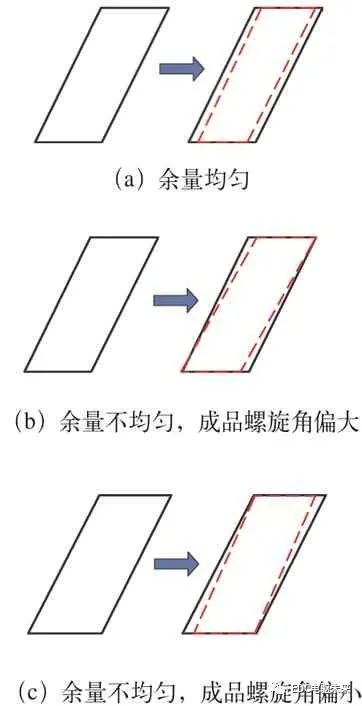
图14 余量和螺旋角的影响
(2)解决方案。与齿形修正办法相似,通过实验得到稳定的齿向热变形数据,然后反补到前道工序上。注意,一旦增加了齿向修形要求,齿形的修形也会受其影响。那么设计相关刀具时,需同时考虑齿形和齿向的修形,才能做到正确的弥补和调整,使加工前后的修形状态保持一致。
本文内容及观点来源于:贺鹏《汽车工艺师》 ,如有侵权,请及时联系我们删除。
上一页:齿轮根部台阶问题与解决方案(三)
齿轮根部台阶问题与解决方案(五):下一页

